Resin 3D Printing and Material Selection
Resin-based additive manufacturing produces parts with surface resolution and dimensional accuracy that FDM technology cannot match at equivalent machine cost. For small businesses requiring fine detail — dental appliances, jewellery casting masters, precision enclosures, architectural scale models, and microfluidic components — resin printing occupies a distinct niche. This article documents the three primary resin processes, the resin types available on the Polish market, post-processing requirements, and safety considerations relevant to workshop environments.
Resin Printing Technologies: SLA, DLP, and MSLA
Three curing mechanisms dominate the desktop and professional resin printer market. Each uses photopolymer chemistry — liquid resin that solidifies when exposed to specific wavelengths of light — but differs in how that light is delivered to the resin vat.
SLA — Stereolithography Apparatus
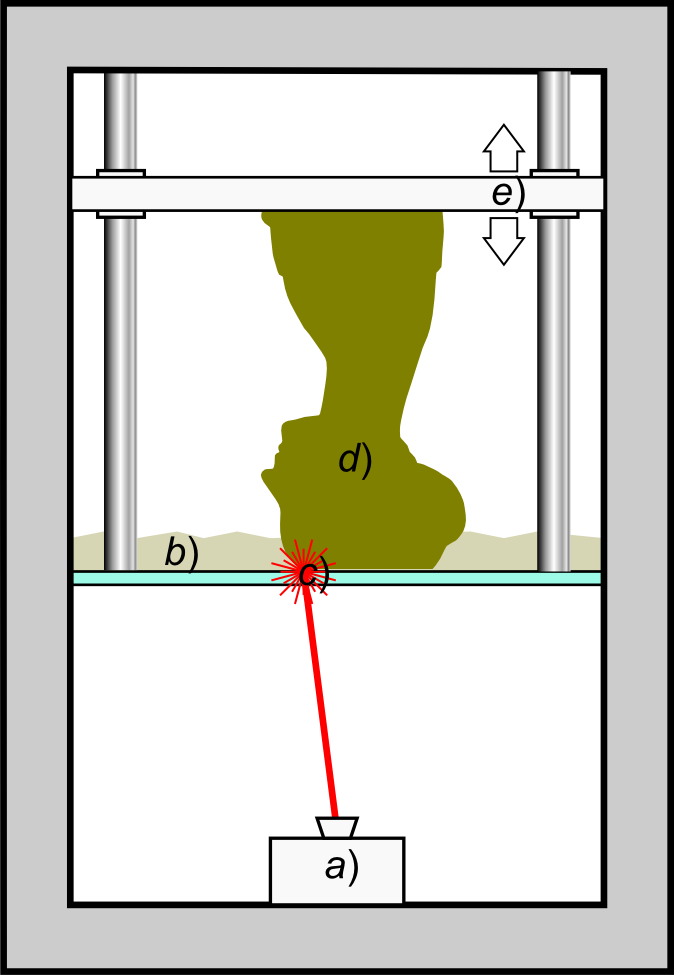
SLA uses a UV laser beam steered by galvanometers to trace the cross-section of each layer across the resin surface. Because the laser traces a single point, SLA builds layers sequentially in a raster pattern. This results in high accuracy and uniform cure depth but limits throughput — large flat areas take proportionally longer to cure than equivalent DLP or MSLA exposures. Professional SLA systems, such as the Formlabs Form 4 (approximately 15,000 PLN including post-cure station), produce parts with XY resolution below 25 microns and Z resolution configurable to 25–200 microns. SLA is appropriate for applications where geometric precision across the full build volume is critical.
DLP — Digital Light Processing
DLP printers use a projector chip (Digital Micromirror Device) to expose an entire layer simultaneously as a projected image. Because all points of a layer cure at once, DLP is faster per layer than SLA — but resolution depends on the projector's pixel density relative to build volume. A 4K DLP projector covering a 200×112 mm build area achieves approximately 50-micron XY resolution. Increasing build volume while maintaining resolution requires a higher-resolution projector or a zoom adjustment that reduces image size. DLP is common in dental laboratories and jewellery production in Poland, where the Asiga MAX UV and EnvisionTEC Vida are established platforms.
MSLA — Masked Stereolithography
MSLA replaces the DLP projector with a monochrome LCD panel that acts as a mask between an LED array and the resin vat. The LCD selectively transmits or blocks UV light to define each layer. Monochrome panels (405 nm wavelength) are more transparent to UV than colour panels, allowing cure times as short as 1–3 seconds per layer. This makes MSLA the fastest and lowest-cost resin process available, with machines ranging from 800 PLN (Elegoo Saturn series) to 8,000 PLN (Phrozen Mega 8K). Pixel size on a 4K mono 8.9-inch panel covers a 218×123 mm build area at approximately 50 microns per pixel.

A cycloidal drive mechanism produced via stereolithography, demonstrating the mechanical precision achievable through resin-based additive manufacturing. Source: Wikimedia Commons
Resin Types and Material Properties
Photopolymer resins are classified by their base chemistry, mechanical properties, and application purpose. The Polish distribution network — primarily through suppliers such as Botland, Allegro industrial sellers, and direct import from Formlabs, Elegoo, and Anycubic — covers the following categories:
Standard Resins
Standard resins cure to a rigid, brittle solid with tensile strength in the 40–65 MPa range and elongation at break below 5%. They are adequate for display models, architectural details, and figurines, but fracture under mechanical load. Available in a wide colour range; cost per litre is 60–140 PLN depending on brand and quantity. Standard resins photodegrade under prolonged UV exposure, making them unsuitable for outdoor applications without protective coating.
ABS-Like and Tough Resins
Tough or ABS-like resins incorporate rubber tougheners or modified polymer chains to increase impact resistance and elongation at break (up to 25–40%). Tensile strength is comparable to standard resins (50–70 MPa), but the ability to flex slightly before fracturing makes them suitable for snap-fit clips, enclosure latches, and functional assemblies. Formlabs Tough 2000 resin costs approximately 280 PLN/litre; third-party equivalents are available from 120 PLN/litre.
Flexible and Elastic Resins
Elastomeric resins cure to rubber-like solids with Shore A hardness between 40 and 80. Elongation at break exceeds 100–200% in formulations designed for gaskets, grips, and wearable components. Print reliability with flexible resins requires careful vat film management — high elasticity increases peel forces during layer separation. Cost per litre: 150–350 PLN.
Castable Resins (Jewellery)
Castable resins burn out cleanly in a burnout oven (650–900°C), leaving no ash residue that contaminates the investment mould. They are used to produce lost-wax casting masters for jewellery, dental crowns, and small mechanical components. Polish jewellery workshops primarily use resins from Formlabs, Zortrax, and Castcraft. Cost: 250–500 PLN/litre. Requires compatible wax/resin casting equipment and investment material.
Dental Resins
Class IIa medical device-certified dental resins for temporary crowns, splints, and surgical guides require biocompatibility certification (ISO 10993) and post-cure to defined mechanical specifications. Formlabs Dental LT Clear and BEGO VarseoWax resins are registered for clinical use. Cost: 500–1,200 PLN/litre. Polish dental laboratories require machine and material certification to use printed parts in patient contact applications.
Post-Processing Requirements
Resin-printed parts require mandatory post-processing before use. Skipping any step produces parts with surface tackiness, reduced mechanical properties, or residual monomer that poses health risks.
- Wash: Parts are washed in isopropyl alcohol (IPA) or a proprietary wash solution for 5–15 minutes to remove uncured resin from surfaces and internal channels. Formlabs Form Wash and Elegoo Mercury Plus are automated wash stations commonly used in workshop settings. IPA is flammable and requires ventilated storage.
- Dry: After washing, parts are dried with compressed air or left to air-dry in a dust-free environment for 10–30 minutes.
- Post-cure: UV curing stations (e.g., Formlabs Form Cure, Anycubic Wash & Cure) expose parts to high-intensity 405 nm light for 5–60 minutes. Adequate post-cure is required to achieve the resin manufacturer's published mechanical properties — undercured parts remain brittle and tacky.
- Support removal: Supports are removed before or after washing, depending on resin brittleness. Fine supports on standard resin often break cleanly; tough and flexible resins require flush cutters and sanding to remove support witness marks.
Safety and Workplace Requirements
Uncured photopolymer resin is a sensitising chemical classified as a skin and eye irritant under CLP regulation (EC) No 1272/2008. Polish workplace safety regulations (BHP) require the following when operating resin printers:
- Nitrile gloves (minimum 0.2 mm thickness) worn when handling uncured resin, printed parts before washing, and IPA-contaminated materials
- Eye protection when operating open-vat MSLA or DLP systems
- Ventilated workspace or local exhaust extraction where resin odour is detectable — standard resins emit VOCs during printing
- Resin and IPA waste classified as hazardous material; disposal via licensed waste contractors or photocuring for deactivation before standard disposal
- Fire safety provisions for IPA storage volumes above 5 litres (requires fireproof storage cabinet per Polish fire regulation PN-EN 14470-1)
Selection Criteria Summary
The following factors determine the appropriate resin technology for a given small business application:
- Required XY resolution: Below 25 microns — SLA professional. 25–50 microns — DLP or high-resolution MSLA. Above 50 microns — standard MSLA
- Required throughput: High volume — MSLA (fastest per-layer). Low volume, maximum precision — SLA
- Material range: Widest certified material library — Formlabs SLA ecosystem. Budget-accessible third-party resins — MSLA (405 nm)
- Application: Dental or medical — certified SLA or DLP system only. Jewellery casting — castable resin. General prototyping — standard MSLA
- Budget: Entry-level MSLA — from 800 PLN machine + 60 PLN/L resin. Professional SLA — from 10,000 PLN machine + 250 PLN/L resin